Propellant
The propellant we use consists of potassium nitrate and sorbitol (KNSB) in a ratio of 65/35. This ratio is a popular formulation used by amateur experimental rocket motor designers. This “sugar propellant,” while only offering a performance of around 130s, is favored in the amateur community for its ease of creation and low cost ingredients. The specific 65/35 ratio is arrived at by maximizing performance, while also balancing how easy it is to cast. Higher ratios of potassium nitrate make the formulation less viscous and subsequently harder to cast.
Mixing
Both of the propellants must be in powdered form. Depending on the supplier, the potassium nitrate may be in powdered or in pellet form. For both cases, the potassium nitrate must be blended further using a coffee grinder to get the particle size into the micron range. This is necessary because the potassium nitrate particles stay intact and the same size during the propellant casting process. Particles that are too large will decrease performance and burn rate since more mixing must occur for reaction with the sorbitol.
Both the potassium nitrate and sorbitol are then weighed and mixed into the 65/35 ratio. To ensure even mixing of the grains and further decrease particle size, the mixture is then put in a tumbler, shown below. This tumbler is a plastic bucket attached to a motor. The propellant is then mixed for at least 6 hours at 30-60rpm. It has been found that tumbling increases efficiency slightly, on the order of a couple percent. Since the time necessary is long and and the performance benefits are marginal, in certain scenarios tumbling is forgone.
Casting
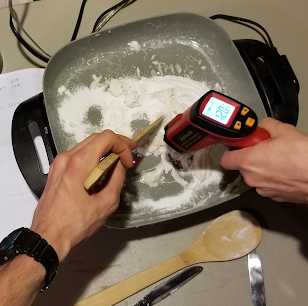
Once the powdered mixture is ready, it can then be melted and casted. The mixture is melted in an electric frying pan. The target temperature is between 115-125 degrees celsius. The mixture will first start to become clumpy as the sorbitol melts, then turns into a slurry where the potassium nitrate particles are suspended in the molten sorbitol. (This means that a higher proportion of potassium nitrate in the mixture will make the mixture thicker.) Several drops of surfactant can be added to the mixture to make it more viscous and improve its ability to pour and cast. The picture below to the left shows the initial powder being melted as it begins to clump. To the right shows the powder nearly in its final form
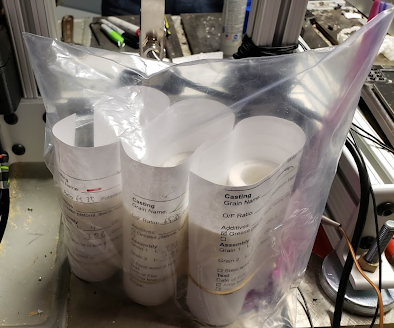
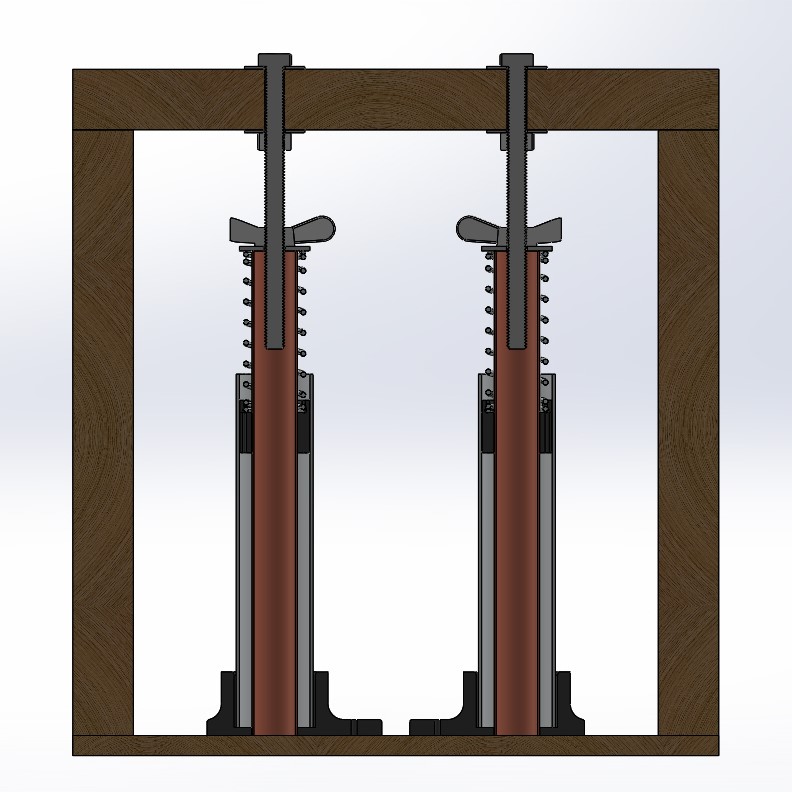
Once the slurry is at the appropriate temperature of around 120 degrees celsius, it can then be casted into the grain. The grains are tubular grains. They are casted by pouring the slurry into the casting rig. The elements of the casting rig are greased prior to pouring with silicone grease to aid in later removing the grain. The casting rig is assembled by inserting a paper liner into a pipe. That pipe is held vertical along with an inner coring rod in a 3d printed jig. There is then a piston that goes into the pipe and a spring to compress the piston and propellant. The compression of the propellant improves density slightly, can reduce air bubbles within the propellant, and ensures the entire cylinder is filled evenly. The casting rig contains two pipes to cast propellant into. A picture of the setup is shown below.

Grain Finishing
Once the grains are casted they must be removed from the casting mold. This is done by hand if possible, and with the aid of a pipe wrench if needed. The grains are then cut to length using a band saw, wiped down of residual grease, and sanded if needed to ensure consistent geometry and even ignition.
Throughout grain production, each grain is tracked with a corresponding paper checklist and notes sheet. This improves data collection and reduces errors. The grains are also stored in air tight containers and bags upon completion to minimize absorption of water vapor